હોટ-ડીપ ગેલ્વેનાઈઝ્ડ કોઈલ નખ સારી રીતે વેચાય છે
અગાઉની બ્રશ પ્રક્રિયાએ સામાન્ય કોલ્ડ પુલ-અપ પ્રક્રિયા અપનાવી હતી.રેશમના નખને બહાર કાઢ્યા પછી, લાકડાની ચિપ્સ દ્વારા પોલિશ કરવું જરૂરી હતું.લાકડાની ચિપ્સના ઉપયોગને કારણે, તે હવામાં પડ્યું, જેના પરિણામે હવાના કણોનું ગંભીર પ્રદૂષણ થયું.પેઇન્ટના પેઇન્ટને સૂકવવા માટે હવામાં અડધા કલાકથી વધુ રાહ જોવી જોઈએ.જો કે તે શોષણ માટે સક્રિય કાર્બનને અલગ કરે છે અને તેનો ઉપયોગ કરે છે, તેમ છતાં તે ચોક્કસ બળતરાયુક્ત ગંધનું કારણ બનશે, જે સ્ટાફના સ્વાસ્થ્ય માટે અનુકૂળ નથી.

આ શોધનો હેતુ હાલની ટેક્નોલોજીના અભાવને દૂર કરવાનો છે, જે સરળ કારીગરી, ઉચ્ચ ઉત્પાદન કાર્યક્ષમતા, સારી ઉત્પાદન ગુણવત્તા અને નાના પર્યાવરણીય પ્રદૂષણ સાથે ઉત્પાદન પ્રક્રિયા પ્રદાન કરે છે.ઉપરોક્ત તકનીકી સમસ્યાઓ હલ કરવા માટે, વર્તમાન શોધમાં વર્ણવેલ રોલિંગ નેઇલની ઉત્પાદન પ્રક્રિયામાં પગલાં શામેલ છે.
(A) નખ માટે જરૂરી ધાતુની સામગ્રી તૈયાર કરો.
(બી) ધાતુની સામગ્રીની સપાટીને સાફ કરવા માટે ઓક્સિડેટીવ ત્વચાને દૂર કરો, અને સફાઈ સ્ટીલને ઠંડુ કરવા માટે લ્યુબ્રિકન્ટનો ઉપયોગ કરોખેંચવુંતે કૃત્રિમ નુકસાન ઘટાડી શકે છે અને પર્યાવરણીય પ્રદૂષણ ઘટાડી શકે છે.ઔદ્યોગિક ઉત્પાદન માટે યોગ્ય.
કોણ: 15 ડિગ્રી ફ્લેટ અથવા 16 ડિગ્રી શંકુ આકારનું, 11 ડિગ્રી, 0 ડિગ્રી.
વ્યાસ: 0.083" 0.092" 0.099" 0.113" 0.120" 0.131" 0.148"
લંબાઈ: 25mm-130mm.
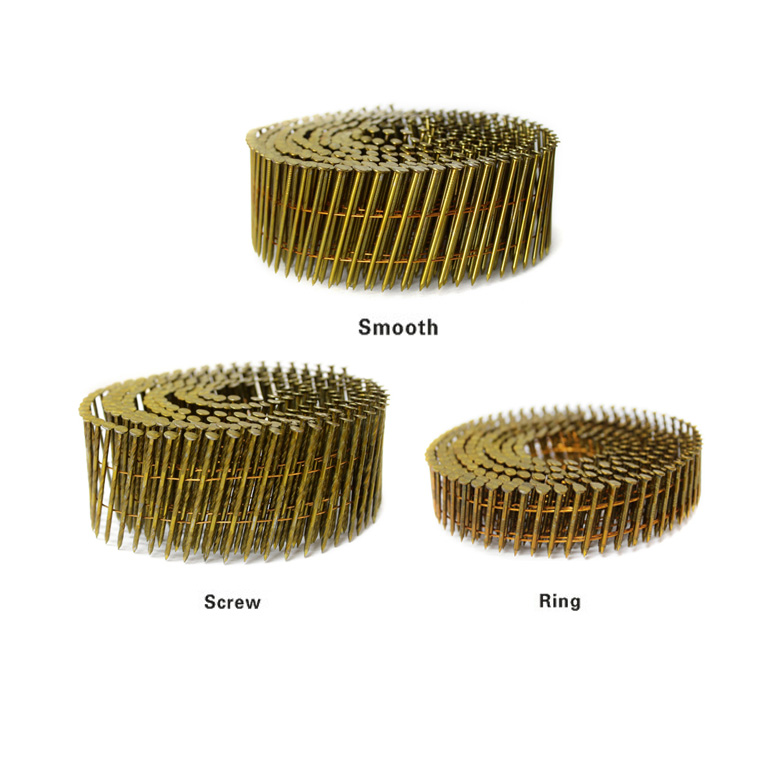
શેન્ક્સ: સરળ, રિંગ, સ્ક્રૂ.
બિંદુ: હીરા, છીણી, મંદબુદ્ધિ.
સમાપ્ત: તેજસ્વી, E.Galv.એમ.ગાલ્વ.એચડી ગેલ્વ.304 316 સ્ટેનલેસ સ્ટીલ.